 English
English
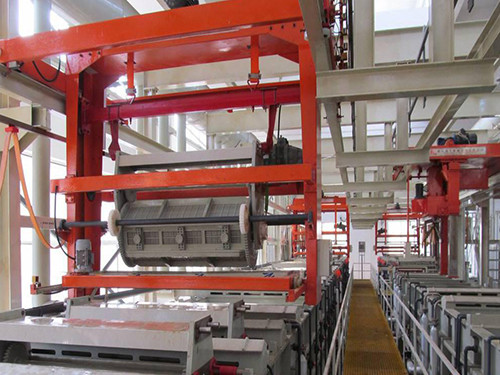
全(quán)自(zì)動(dòng)滾鍍生產線(xiàn)













谘詢熱線
13933151511五(wǔ)金蝕刻設備廠家對金屬材料蝕刻生產加工(gōng)前的品質施工驗收規範
1)待金屬材料蝕刻來料(liào)檢驗報告總數應合(hé)乎商品(pǐn)交接單,並簽(qiān)定商品工作交接辦理手續。
(2)待金屬材料蝕刻產品工件(jiàn)應附帶金屬(shǔ)複合材料的型號(hào)、熱處(chù)理工藝有限狀態(tài)機成型方式。針對(duì)有特別要求的產品工件應出示與(yǔ)產品工件原材(cái)料及生產加工方法完全一致的樣品。
(3)待金屬材料蝕刻產(chǎn)品(pǐn)工件務必合(hé)乎商品技術標準、並附帶相對的商品樣圖、簽定(dìng)詳細(xì)的工藝文件及上道工藝過程的品(pǐn)質卡。
(4)待電(diàn)化學腐蝕產品工件的表層應無漆料。印痕、比較嚴(yán)重生鏽以及他髒物,如生(shēng)鏽比較(jiào)嚴重應附頁文檔表明緣故(gù)和解決方式。
(5)待電化學腐蝕產品工件表層不允許有超(chāo)出原料標(biāo)準的(de)刮痕、磕傷、壓坑;不允許有超出商品樣圖要求的擦破、壓傷到金屬材料或非金屬(shǔ)材料(liào)壓進(jìn)物、針眼、裂痕軋痕等。針對非構造低規定產品(pǐn)工(gōng)件,如容許有所述(shù)表層缺點應(yīng)在工作交接加(jiā)工工藝產品工件上標明容許缺點的內容及水平。
(6)待金屬材料蝕刻產品工件需夾裝、吊式的(de)位置應留出加工的剩餘量,如果是順(shùn)利完成外觀設計生產加工的產品工件,應標出在產品工件上能夠夾裝、吊式(shì)的部位。
(7)待金屬材料蝕刻產品工件上的機械加工邊沿應無毛(máo)邊(biān)、銳邊應相切、無電焊焊接濺出物等。
(8)容許在浸蝕加工的剩餘量地區要求的別的部位上製做刻形用(yòng)的基準點、定位孔、衝眼及(jí)像限線,其規格應附合(hé)工藝文件的要求。
(9)五金蝕刻設備廠家的產(chǎn)品工(gōng)件其毛坯及試件的開料方位應合乎相(xiàng)關工藝文件的規定。
河北瑞思特電子(zǐ)科技有限公司


河北瑞思特電子(zǐ)科技有限公司 © 版權所有
全國服務熱線: 13933151511
E-Mail: hbrst@126.com
公司地址(zhǐ): 河(hé)北省石家(jiā)莊市鹿泉區禦園路99號光穀科技園A-1棟
河北瑞思特電子科技有限公(gōng)司是專業從事軍工、航天領域高端電鍍設備、精密蝕刻設備,陽極氧化設備、五(wǔ)金蝕(shí)刻機及配套廢(fèi)水處理(lǐ)和廢氣治理環保設備的五金蝕刻設備廠家。
技(jì)術支持:



